
 Поступка
Поступка
Как работает машина для мокрого волочения проволоки и на что следует обратить внимание при ее покупке?
Что такое машина для мокрого волочения проволоки
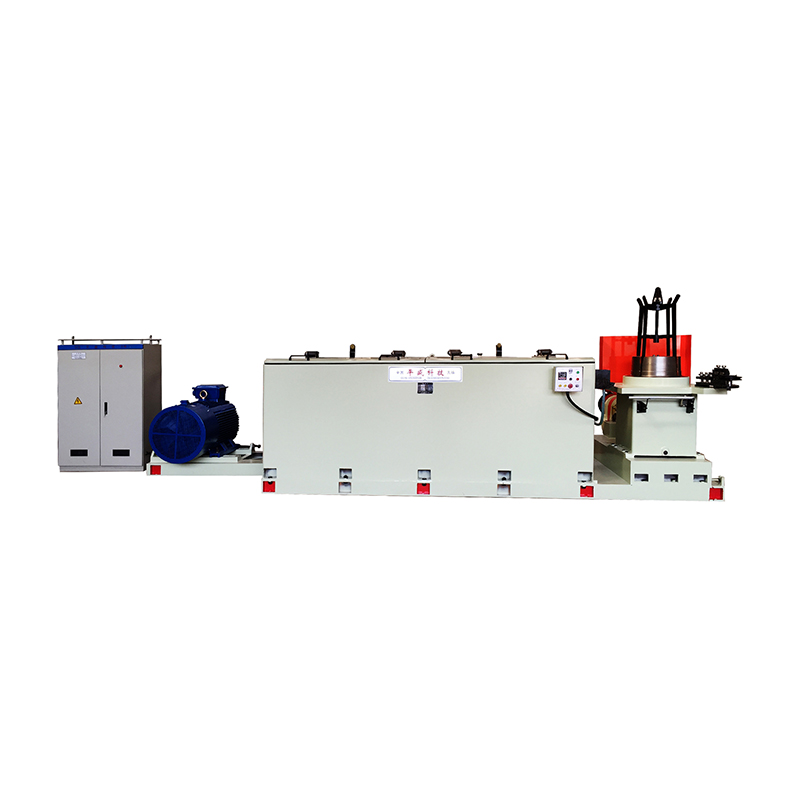
A машина для мокрого волочения проволоки Это промышленная машина, которая уменьшает диаметр металлической проволоки, протягивая ее через ряд матриц все меньшего размера, в то время как проволока и матрицы остаются полностью погруженными в жидкую охлаждающую жидкость и смазку, обычно в эмульсию на водной основе. Такое непрерывное погружение отличает мокрое волочение от сухого волочения, при котором смазка наносится в виде порошка или тонкого покрытия, а не в циркулирующей жидкой ванне. Погружная среда обеспечивает более эффективное рассеивание тепла в процессе волочения, что становится особенно важным при работе с проволокой тонкого сечения или на высокоскоростных производственных линиях, где трение выделяет значительное количество тепла.
Машины мокрого волочения проволоки широко используются при производстве проволоки тонкой и средней толщины для таких применений, как электрические проводники, крепежные детали, пружины и сетчатые изделия, где существенными требованиями к качеству являются постоянный диаметр, гладкая поверхность и минимальное наклеп.
Как работает процесс мокрого волочения
Во время мокрого волочения проволоки моток проволоки подается в машину и протягивается через ряд матриц, установленных в ряд, каждая из которых имеет постепенно меньшее отверстие, чем предыдущая. Когда проволока проходит через каждую матрицу, ее диаметр уменьшается, а длина пропорционально увеличивается, а проволока приобретает прочность на разрыв за счет эффекта холодной обработки в процессе волочения. Между каждой матрицей проволока проходит вокруг шпиля, который представляет собой вращающийся барабан, создающий тянущее усилие, необходимое для протягивания проволоки через следующую матрицу в последовательности.
На протяжении всего этого процесса вся секция волочения остается погруженной или постоянно залитой раствором охлаждающей смазки, который выполняет две важные функции: уменьшает трение между проволокой и поверхностями матрицы, чтобы минимизировать износ, и отводит тепло, выделяемое в процессе волочения, чтобы предотвратить перегрев, который в противном случае мог бы ухудшить качество проволоки или повредить матрицы. Охлаждающая жидкость обычно фильтруется и непрерывно рециркулируется для поддержания постоянного качества смазки на протяжении всего производственного цикла.
Мокрый рисунок против сухого рисунка
Производители выбирают между мокрым и сухим методами волочения в зависимости от сечения проволоки, скорости производства и желаемого качества поверхности. В таблице ниже сравниваются два подхода.
| Фактор | Мокрый рисунок | Сухой рисунок |
| Типичный калибр проволоки | От мелкого до среднего калибра | От среднего до тяжелого калибра |
| Управление теплом | Превосходное непрерывное жидкостное охлаждение | Ограничено, зависит от воздушного охлаждения между проходами. |
| Скорость производства | Высокий, подходит для быстрых многоштамповочных линий. | Умеренная, часто используется для однопроходных или низкоскоростных работ. |
| Поверхностная обработка | Гладкая, равномерная отделка | Немного грубее, в зависимости от типа смазки |
| Необходимость технического обслуживания | Требуется фильтрация охлаждающей жидкости и уход за баком. | Упрощенная система нанесения смазки |
Машины мокрого волочения обычно предпочитаются для высокоскоростного и крупносерийного производства проволоки более тонкого сечения, где качество поверхности и постоянный контроль нагрева являются главными приоритетами, в то время как сухое волочение остается распространенным для операций с проволокой более толстого сечения или меньшими объемами.
Ключевые компоненты машины мокрого волочения проволоки
Понимание основных компонентов машины мокрого волочения проволоки помогает операторам и покупателям оценить варианты оборудования и устранить проблемы с производительностью. Основные компоненты обычно включают в себя следующее.
- Устройство отдачи или разматывания проволоки, которое подает необработанную проволоку в машину с контролируемым натяжением.
- Серия матриц, часто изготовленных из карбида вольфрама или поликристаллического алмаза, которые постепенно уменьшают диаметр проволоки.
- Кабестаны или волочильные барабаны, расположенные между матрицами для приложения тянущего усилия и накопления натянутой проволоки.
- Система циркуляции охлаждающей жидкости, включающая бак, насос и блок фильтрации, для поддержания качества и температуры смазки.
- Устройство намотки или намотки, которое наматывает готовую проволоку на катушки или бобины для хранения и транспортировки.
Как выбрать подходящую машину для вашей работы
Соответствие материала провода и диапазона сечения
Различные машины мокрого волочения проволоки предназначены для конкретных типов материалов, таких как медь, алюминий или сталь, и определенных диапазонов толщины. Выбор станка, рассчитанного на конкретный материал, и начало диапазона диаметров чистовой обработки, необходимого для вашей продукции, обеспечивает оптимальную производительность и снижает риск чрезмерного износа матрицы или поломки проволоки во время производства.
Оцените скорость и производственную мощность
Требования к скорости производства существенно различаются в зависимости от объема заказа и спроса клиентов. Более высокоскоростные машины увеличивают производительность, но для поддержания качества на более высоких скоростях линии могут потребоваться более сложные системы подачи охлаждающей жидкости и прецизионное выравнивание штампов, поэтому важно сбалансировать скорость с фактическими производственными потребностями и бюджетом предприятия.
Оцените производительность системы охлаждения и качество фильтрации.
Поскольку система охлаждающей жидкости имеет решающее значение для производительности мокрой вытяжки, при сравнении вариантов машины очень важно оценить емкость бака, скорость потока насоса и эффективность фильтрации. Недостаточная мощность охлаждения может привести к проблемам с перегревом при более высоких скоростях производства, а недостаточная фильтрация приводит к накоплению мусора и со временем ускоряет износ матрицы.
Советы по техническому обслуживанию и эксплуатации
Регулярное техническое обслуживание обеспечивает эффективную работу машины мокрого волочения проволоки и помогает избежать дорогостоящих незапланированных простоев. Операторам следует включать плановые проверки в свой регулярный производственный график, чтобы своевременно выявлять потенциальные проблемы.
- Регулярно контролируйте концентрацию охлаждающей жидкости и уровень pH, поскольку ухудшение качества смазки напрямую влияет на качество поверхности и срок службы штампа.
- Периодически проверяйте матрицы на предмет износа или сколов, своевременно заменяя их, чтобы предотвратить несоответствие размеров готовой проволоки.
- Очищайте и заменяйте фильтры охлаждающей жидкости по установленному графику, чтобы предотвратить циркуляцию загрязнений в системе.
- Проверьте выравнивание и настройки натяжения шпиля, чтобы избежать неравномерного наматывания проволоки или ненужной нагрузки на проволоку во время волочения.
Понимая, как работает процесс мокрого волочения, выбирая оборудование, соответствующее конкретным материалам и производственным требованиям, а также постоянно поддерживая системы охлаждения и матрицы, производители могут добиться надежного и высококачественного производства проволоки, одновременно продлевая срок службы своих машин мокрого волочения.












